
El oxicorte es un proceso de corte de metales que utiliza una llama de alta temperatura generada por la combustión de un gas combustible (como acetileno, propano o gas natural) y oxígeno. Esta técnica es común en la industria para cortar placas de acero y otros metales ferrosos, especialmente aquellos de gran espesor. Esta técnica es muy popular en las máquinas CNC para cortar placas de acero.
El oxicorte se considera el proceso más rentable para el corte de acero al carbono. Una de sus mayores ventajas es que puede combinarse con plasma o chorro de agua en la misma pieza.
El oxicorte consta de dos etapas: en la primera, el acero se calienta a alta temperatura (900 °C) con la llama producida por el oxígeno y un gas combustible; en la segunda, una corriente de oxígeno corta el metal y elimina los óxidos de hierro producidos.
-
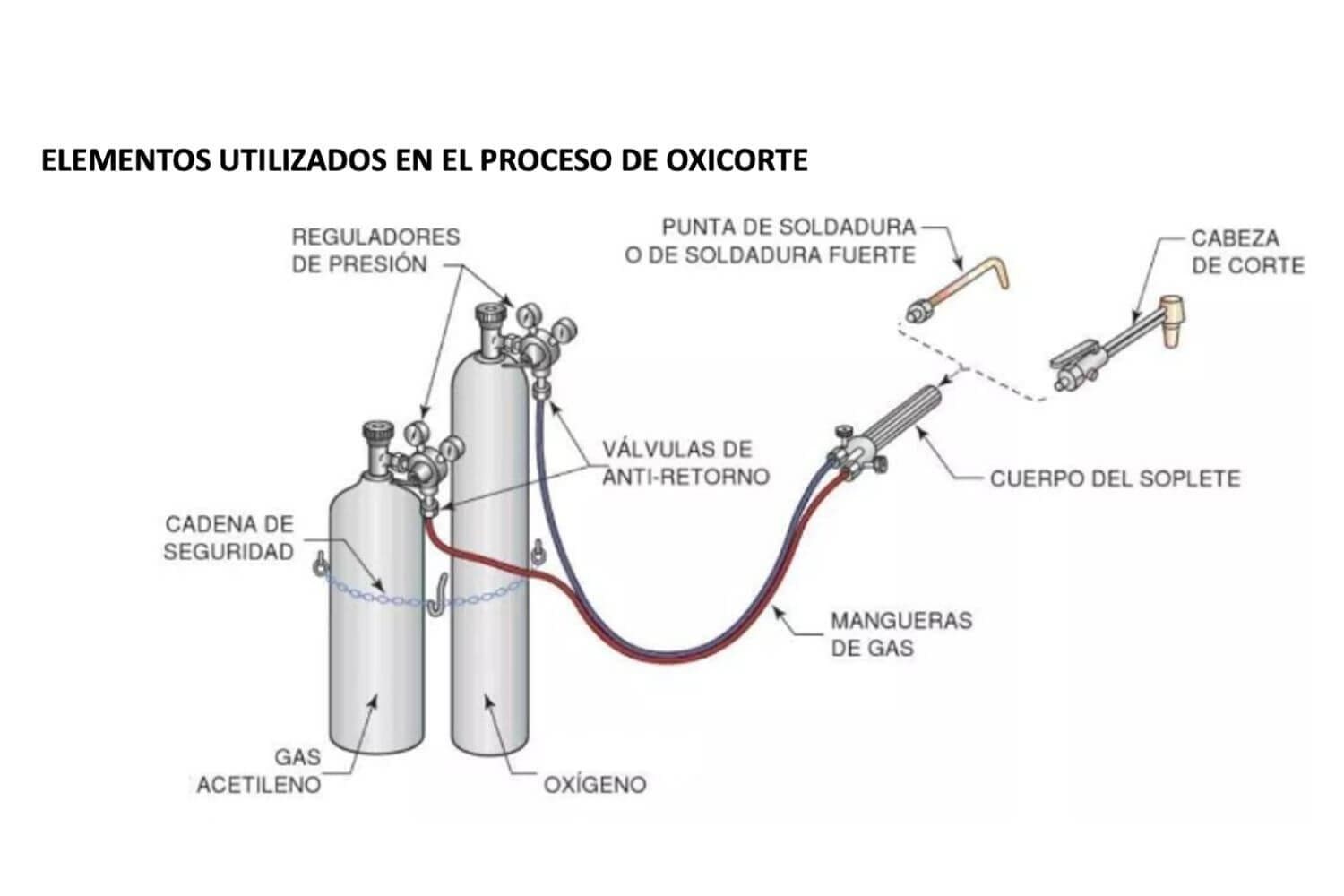
Tanques o cilindros de gas con combustible (acetileno, propano, etc.) y otro gas comburente (oxígeno). El uso de estos dos gases altamente inflamables y de alta presión que requiere normas de seguridad específicas de mantenimiento, transporte y almacenaje.
- Reguladores de gas que se utilizan para controlar la presión del oxígeno y del gas combustible a medida que salen desde sus respectivos cilindros o fuentes hacia el soplete de oxicorte. Estos aseguran un flujo constante y estable de gases durante la soldadura o el corte. Su función es reducir la presión en los tanques de 200 atmósferas a presiones entre 0.1 a 10 atmósferas.

- Soplete cortador es la herramienta donde ocurre la mezcla de los gases y se dirige la llama. El soplete recibe los gases de los tanques, en una cámara de gas los mezcla para dirigirlos a la boquilla de corte, punta de soldar o cabeza de calentamiento donde ocurre la combustión.

Existen sopletes de una sola pieza o sopletes que se arman por separado (maneral + aditamento de corte); sin embargo todo soplete cortador requiere de dos conductos: uno por el que circule el gas de la llama calefactora (acetileno u otro) y uno para el corte (oxígeno). El soplete de oxicorte calienta el acero con su llama carburante y a la apertura de la válvula de oxígeno provoca una reacción con el hierro de la zona afectada que lo transforma en óxido férrico (Fe2O3), que se derrite en forma de chispas al ser su temperatura de fusión inferior a la del acero, siendo utilizado como flujo tractor por la presión de oxígeno de unos 6 bar para producir el corte.
Las partes principales del soplete son: mango, válvulas de oxígeno y gas combustible, conexiones con las mangueras, llaves de regulación, el inyector, la cámara de mezcla y la boquilla.

Las puntas de corte, calentamiento o soldadura (también conocidas como boquillas) están unidas a la antorcha. Determinan el tamaño y la forma de la llama utilizada en el proceso de oxicorte. Se utilizan diferentes puntas o boquillas de acuerdo al tipo de material con el que se vaya a trabajar.

- Válvulas antirretroceso o arrestaflamas son dispositivos de seguridad que permiten el paso del gas en un solo sentido y apagan la llama cuando ocurre un flujo inverso. Un retroceso de flama ocurre cuando la llama generada en la boquilla del soplete retorna hacia la maguera o el regulador causando un sonido de estallido o chirrido. Este retroceso puede producir una explosión en la manguera causando lesión o incluso la muerte al operador. Usar una presión inferior a la recomendada puede provocar un retroceso de la llama. Hay dos tipos de válvulas, una se monta en la salida de los reguladores y el otro en la entrada de los sopletes.

- Mangueras que conectan los reguladores al soplete y conducen a los gases; permitiendo el flujo controlado de oxígeno y gas combustible desde los cilindros o fuentes hasta el soplete.

- Dispositivo de encendido se necesita un dispositivo de encendido, como un encendedor de chispa o un percutor, para activar la mezcla de gas combustible y oxígeno en la punta y crear la llama.
- Equipo de Protección Personal (EPP). El equipo de protección personal, como gafas, guantes y ropa resistente a las llamas, es esencial para la seguridad del operador durante el proceso de oxicorte.
- Accesorio de corte (opcional). Si se requiere cortar, es posible que se necesite un accesorio de corte aparte de la antorcha
Funcionamiento del Oxicorte
- Precalentamiento: Antes de cortar el acero, este debe calentarse hasta su temperatura de ignición, aproximadamente 1800 °F (alrededor de 900°C), con llamas de precalentamiento para facilitar la reacción del acero con el oxígeno. La llama de precalentamiento se genera usando un soplete de oxi-combustible donde se mezcla un gas combustible con oxígeno para formar una mezcla altamente inflamable. El soplete cuenta con una boquilla con múltiples orificios diseñados en un patrón circular para concentrar la mezcla de gas inflamable en múltiples chorros pequeños. Esta mezcla de combustible y oxígeno se enciende fuera de la boquilla. La llama de precalentamiento resultante se forma en la punta de la boquilla. Ajustar la relación combustible-oxígeno permite ajustar la llama de precalentamiento para producir la temperatura más alta posible con la llama más pequeña posible. Esto ayuda a concentrar el calor en una pequeña área de la superficie de la placa de acero que se va a cortar.
- Perforación: Al aplicar la llama de precalentamiento, la superficie de la placa alcanza la temperatura de ignición. A continuación, se dirige oxígeno puro hacia la zona calentada en una corriente fina a alta presión para perforar la placa. Esto se conoce como “oxígeno de corte”. Cuando la corriente de oxígeno de corte impacta el acero precalentado, se inicia un rápido proceso de oxidación. El acero oxidado se transforma en escoria fundida. Es necesario eliminar la escoria para que la corriente de oxígeno pueda atravesar la placa. Dependiendo del espesor de la placa, la corriente de oxígeno se introduce más profundamente en ella. En el proceso, la escoria fundida se expulsa por el orificio perforado.
- Corte: Se introduce un chorro de oxígeno puro a alta presión, que reacciona con el metal caliente, causando su oxidación y combustión. Cuando la corriente de oxígeno atraviesa la placa, la antorcha puede moverse a velocidad constante para formar un corte continuo. La escoria fundida formada durante el proceso se expulsa al fondo de la placa. El calor generado durante la reacción química entre el oxígeno y el acero precalienta la superficie de la placa, pero justo antes del corte. Sin embargo, este calor es insuficiente para realizar el corte sin llama de precalentamiento. Por lo tanto, se utiliza llama de precalentamiento durante todo el corte para añadir calor a la placa a medida que se mueve el soplete.
- Eliminación de escoria: La escoria, que es el óxido de metal fundido, es eliminada por el chorro de oxígeno, creando la ranura de corte.
Gases Involucrados
Además del oxígeno, un gas constante en el oxicorte y que debe tener una pureza de al menos 99,5 %, hay otros 4 gases que pudieran utilizarse para la mezcla. Estos son:
- El acetileno: Es un gas incoloro e inflamable muy utilizado en oxicorte. Es el gas más caliente para usar en oxicorte, pero puede ser inestable y costoso en algunos casos.
- El butano o propano: Forma parte del grupo también conocido como Gas Licuado de Petróleo (que puede abreviarse como “GLP”; o LPG, por sus siglas en inglés). Es un subproducto del procesamiento de gas natural y la refinación de petróleo. Es limpio, potente, seguro y fiable. Es rentable, y es de combustión limpia, pero no es tan caliente como otros gases.
- El propileno: Forma parte del grupo también conocido como gas licuado de petróleo. Es más caliente que el propano, pero no tanto como el acetileno, por lo que sigue siendo una opción promedio.
- El MAPP: El nombre completo de este gas es metilacetileno-propadieno, por lo que con un nombre tan largo no es de extrañar que solo se conozca como MAPP. Es un gas combustible basado en una mezcla estabilizada de metilacetileno (propino), propadieno y propano. El gas MAPP es ampliamente reconocido como sustituto del acetileno, resultando más seguro y fácil de usar. Se dejó de producir en el año 2008, por lo que muchos de los productos actuales etiquetados como «MAPP» son, de hecho, sustitutos de MAPP.
- El gas natural: El gas natural es una fuente de energía de combustibles fósiles. El gas natural se compone principalmente de metano y puede contener también pequeñas cantidades de líquidos de gas natural (LGN, que también son líquidos de gas de hidrocarburo) y gases que no son de hidrocarburo, como dióxido de carbono y vapor de agua. Este gas es más económico que las otras opciones y se encuentra fácilmente, pero no es tan caliente como el acetileno y la presión de entrega es baja.
Seguridad
La mayoría de los accidentes por oxicorte no estan causados por el mal funcionamiento del equipo, sino por la negligencia, la impaciencia o la falta de experiencia del usuario a la hora de utilizar el equipo de forma segura.
Al utilizar equipos de oxicorte, es importante seguir las instrucciones del fabricante para el uso seguro del equipo, incluido el funcionamiento correcto del soplete, los reguladores de gas, las mangueras y otros componentes. Usar las puntas o boquillas adecuadas para el trabajo y no exceder las tasas de flujo o presiones recomendadas.
Adicionalmente adjunto algunas medidas de seguridad importantes a tomar en cuenta:
- Ventilación adecuada: El oxicorte produce gases, humos y calor que pueden ser peligrosos si no se ventilan adecuadamente. Asegúrese de estar trabajando en un área bien ventilada o use ventilación de extracción local para eliminar los humos y gases del área de trabajo.
- Seguridad contra incendios: Esto se trata del uso de una llama abierta, que puede representar un riesgo de incendio. Asegúrese de que el área de trabajo esté libre de materiales inflamables y tenga a mano cerca el equipo de extinción de incendios adecuado, como una manta ignífuga.
- Equipo de Protección Personal (EPP): Use el EPP adecuado, como gafas para soldar o un casco para soldar con lentes de sombra adecuados, ropa resistente al fuego, guantes para soldar y otros equipos de protección según sea necesario para protegerse de los peligros relacionados con la soldadura, incluidas chispas, radiación ultravioleta, calor y escombros voladores.
- Cilindros de gas: Manipule los cilindros de gas con cuidado y siga los procedimientos adecuados de almacenamiento, manipulación y transporte. Almacene los cilindros de gas en un área seca y bien ventilada, asegurados en posición vertical y lejos de llamas abiertas, fuentes de calor o equipos eléctricos. Use tapas de cilindros adecuadas y nunca manipule las válvulas o los reguladores de los cilindros.
- Fugas de gas: Compruebe periódicamente si hay fugas de gas utilizando una solución de detección de fugas o un detector de fugas de gas. Si se detecta una fuga de gas, cierre inmediatamente el suministro de gas y ventile el área. No utilice llamas abiertas ni chispas cerca de una fuga de gas y solucione el problema antes de reanudar las operaciones de soldadura o corte.
- Inspecciones y mantenimiento: Regularmente inspeccione y mantenga en buen estado su equipo de oxicorte, incluidas mangueras, reguladores, puntas o boquillas y otros componentes. Reemplace las piezas dañadas o desgastadas de inmediato y realice el mantenimiento de rutina según lo recomendado por el fabricante para garantizar un funcionamiento seguro y confiable.
Es importante establecer un plan en caso de emergencias ante incendios, fugas de gas o lesiones. Ubicar claramente las salidas de emergencia, los extintores de incendios, los botiquines de primeros auxilios y las estaciones de lavado de ojos de emergencia; así como establecer los procedimientos de apagado de emergencia para cilindros y equipos de gas.
Ventajas del Oxicorte
- Corte de materiales de gran espesor.
- Costo relativamente bajo.
- Versatilidad para cortar diferentes formas y geometrías.
- Buena calidad de corte, especialmente en materiales gruesos.
- Portabilidad-Aplicaciones en sitio, ideales para reparaciones en el sitio, trabajo de campo y aplicaciones en ubicaciones remotas donde el acceso a la electricidad puede ser limitado
- Simplicidad, facilidad de uso y bajo costo de mantenimiento
Desventajas del Oxicorte
- Zona afectada por el calor (ZAT). Puede generar calor excesivo, causando deformaciones, distorsión del material, cambios metalúrgicos y mayor riesgo de agrietamiento en materiales delgados.
- Requiere habilidades y experiencia para un corte preciso y seguro.
- Genera humos y chispas, que pueden ser peligrosos si no se toman las precauciones adecuadas.
- Limitaciones materiales, el oxicorte es más efectivo en metales ferrosos (acero) y no es ideal para cortar otros materiales, como acero inoxidable, aluminio o metales no ferrosos como cobre, latón o titanio.
- Dependencia del espesor la velocidad de corte disminuye a medida que aumenta el espesor del material.
- Limitaciones de precisión, lo que lo hace menos adecuado para aplicaciones que requieren tolerancias extremadamente estrictas o diseños intrincados.
- La calidad de los bordes puede no ser tan suave o precisa como la que se logra con el corte por plasma o láser, lo que puede requerir procesos de acabado secundarios.
Si bien el oxicorte ofrece numerosos beneficios, es importante sopesar estas ventajas frente a sus limitaciones para elegir el proceso de corte, soldadura o calentamiento más adecuado para sus necesidades.
Características del corte oxicorte de alta calidad
Un corte oxicorte de calidad tiene las siguientes características:
- Esquina superior cuadrada (con radio mínimo)
- Corte la cara plana de arriba a abajo (sin socavación)
- Corte la cara en escuadra con respecto a la superficie superior
- Superficie limpia y lisa con líneas de arrastre casi verticales
- Poca o ninguna escoria en el borde inferior (se elimina fácilmente raspando)
Algunos de los factores que afectan la calidad del filo de corte incluyen la presión de oxígeno de corte, la temperatura de la placa, el ajuste de la llama de precalentamiento, la velocidad, la altura de corte, etc
Videos Recomendados


